 Japanease
Japanease English
English
















































マイクロディップコーターを用いたポリマー薄膜の作製
大阪大学大学院工学研究科
長山 智男
Fabrication of polymer thin films by using the Micro-dip-coater. Graduate School of Engineering, Osaka University, Norio Nagayama
There are many fabrication methods of polymer thin film. In this report, dip-coating method, which is the one of such methods using polymer solution, was examined using commercially available resin. As the result, thicknesses of polymer films were dependent on the concentration of polymer solution and on the withdrawing speed. Although that dependence for the speed did not agreed with the theoretical formula, the widely control of the thickness is possible by the withdrawing speed and the solution concentration.
1.はじめに
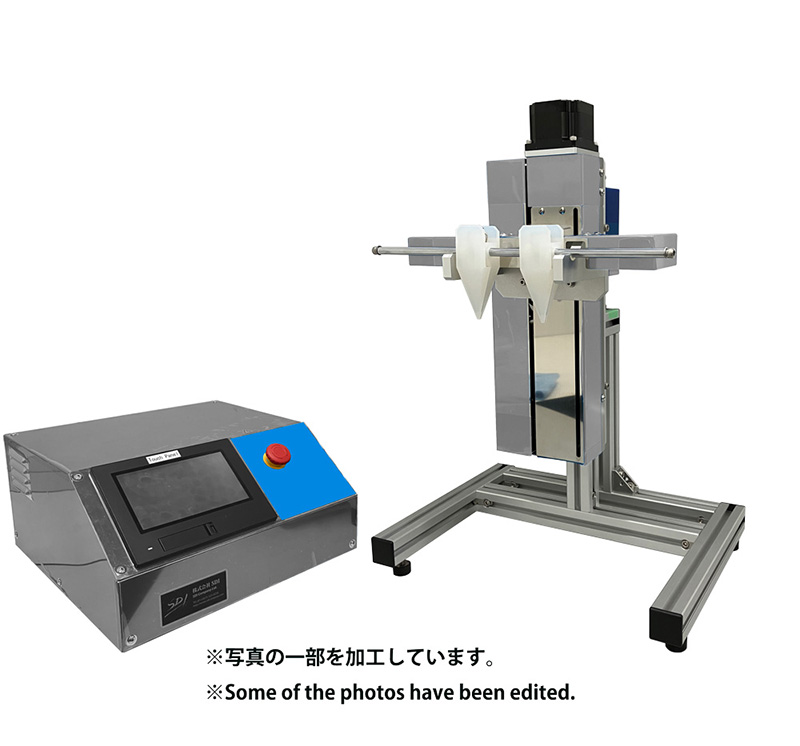
通常、ポリマー膜の製膜は、ポリマー溶液からのウェットプロセスが用いられる。その手法には、スピンコート法、ワイヤーバーコート法、キャスト法などの様々なものがあり、所望する膜厚によりそれぞれが使い分けられている。今回、マイクロディップコーター(株式会社SDI、MD-0408)を用いたポリマー薄膜作製に関する基礎実験結果を報告する。
2.汎用樹脂の製膜
将来的には、FET素子の半導体層に用いる絶縁膜 や半導体薄膜の製膜を視野に入れているが、ここではまず、汎用ポリマーを用いて、試料溶液濃度やマイクロディップコーターの引き上げ速度により、製膜膜厚にどのような違いが生じるかを検討した。2-1製膜条件
汎用ポリマーには、poly(4,4’-cyclohexylidene-diphenylcarbonate)(PCz:京セラミタより提供、分子量は不明)およびpoly(methylmethacrylate)(PMMA:Ardrich製、Mw=101,000)の2種類を用いた。試料溶液はそれぞれのポリマーをトルエンおよびTHFに濃度0.5,1.0,2.0,5.0,10.0wt.%で約3mLとなるように調製した。調製試料の濃度をwt.%およびg/dLの単位で標記したものをTable1に示す。基板には、スライドガラスを8mm×35mmにカットしたものを用いた。今回用いたマイクロディップコーター(株式会社SDI、MD-0408)は、移動速度が0.001~40.000mm/secで可変であり、移動および停止を8段階までプログ
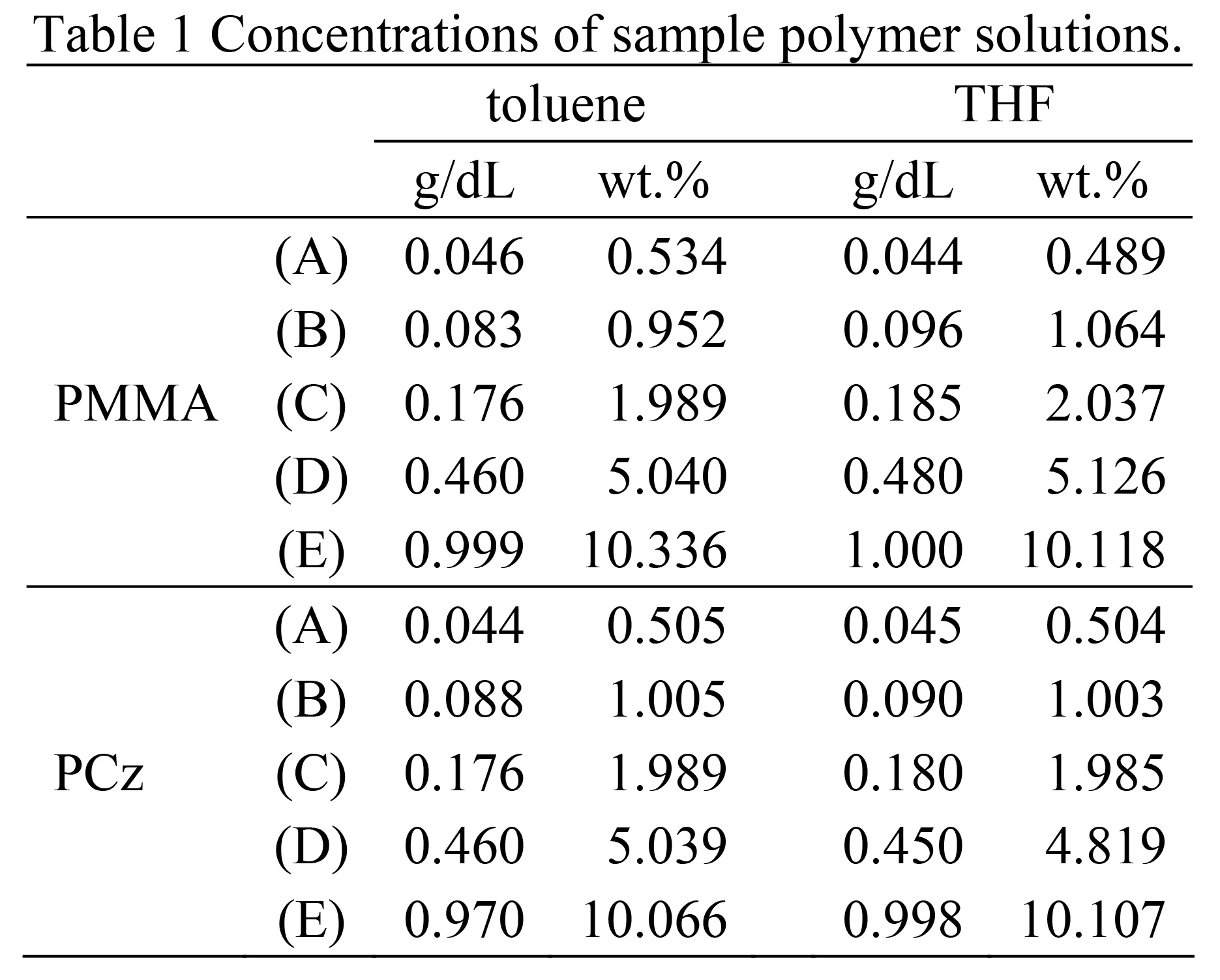
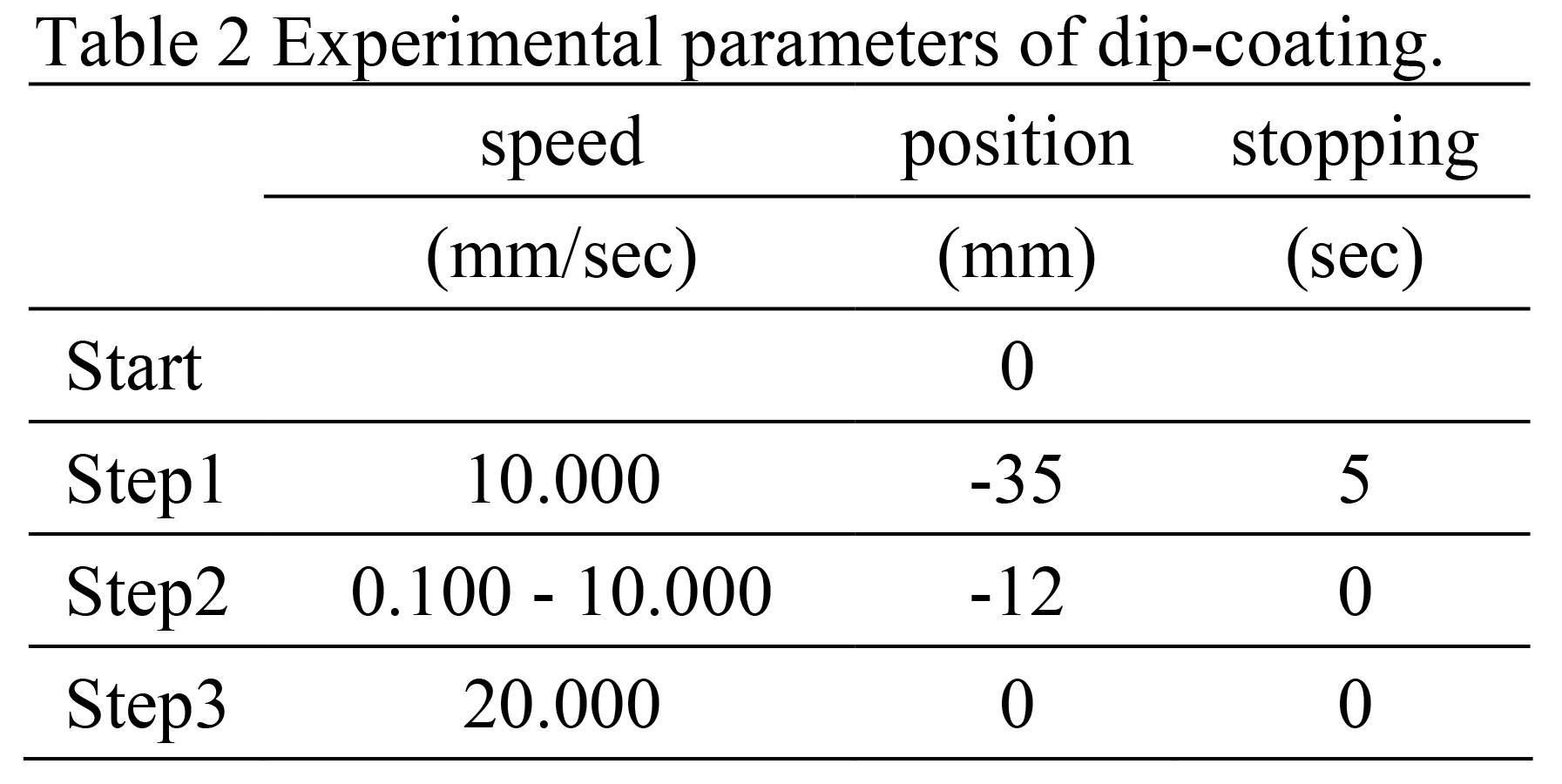 ラミングすることができる。ここでは、Table2に示すステップで、基板の下方から10.0~15.0mmの部分に製膜する条件で行った(この部分の長さは、液面高さにより差を生じている)。引き上げ速度は、0.100,0.200,0.500,1.000,2.000,5.000,10.000の7種類とした。
ラミングすることができる。ここでは、Table2に示すステップで、基板の下方から10.0~15.0mmの部分に製膜する条件で行った(この部分の長さは、液面高さにより差を生じている)。引き上げ速度は、0.100,0.200,0.500,1.000,2.000,5.000,10.000の7種類とした。また、製膜環境としては、実験室を25°Cの除湿設定のエアコンを3時間稼働後の状態とした。
2-2膜厚評価方法
製膜後の試料の膜厚評価には、触針式段差計(DekTak3st)を用い、各試料の異なる場所4点において基板上部(つまり製膜開始点)側から2.0mmの地点から製膜部8.0mmまでの長さ10.0mmのラインプロファイルを用いて、膜厚を決定した。典型的なラインプロファイルをFig.1に示す。この試料は、ポリマーにPCzを用いて、溶液濃度が高く(10wt.%)、引き上げ速度が早い条件であったため、急激な乾燥が引き起こされることでポリマー膜表面に樹脂特有の凹凸構造を生じている。この様な試料の場合には、比較的平坦な部分(図中(c)の範囲)の平均値をこの試料の膜厚とした。
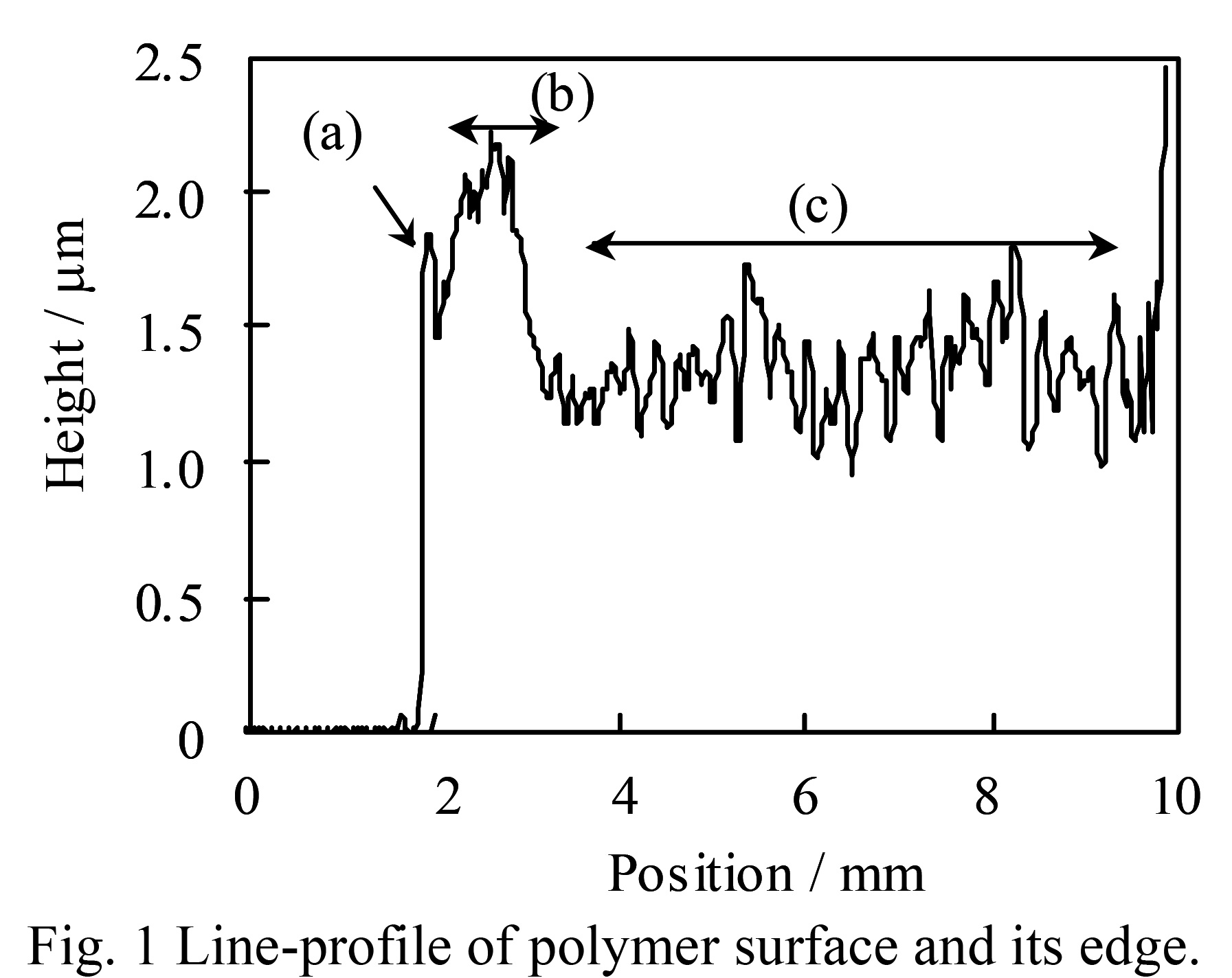 ここで製膜初期の形状を見てみると、開始点(a)ではエッジ効果のために他の部分より盛り上がり観察される。奇妙なことに、その後約2.0mmの部分までに緩やかな盛り上がりを生じた後に、平坦部分が得られた。この形状は、表面形状がnmオーダーで平坦な薄膜を形成した他の試料に置いても観察されており、濃度や引き上げ速度に因るものでは無いと考えられる。これは、初期には基板に付着した溶液が重力により下方引っ張られるが、製膜が振興し溶液が上部にも存在する場合にはその張力と重力が釣り合った状態が続くために均一な液膜が得られると考えられる。これらの結果は、マイクロディップコーターを用いたポリマー製膜は、引き上げ液面から約2mm以降から均一な膜を得られることを意味している。
ここで製膜初期の形状を見てみると、開始点(a)ではエッジ効果のために他の部分より盛り上がり観察される。奇妙なことに、その後約2.0mmの部分までに緩やかな盛り上がりを生じた後に、平坦部分が得られた。この形状は、表面形状がnmオーダーで平坦な薄膜を形成した他の試料に置いても観察されており、濃度や引き上げ速度に因るものでは無いと考えられる。これは、初期には基板に付着した溶液が重力により下方引っ張られるが、製膜が振興し溶液が上部にも存在する場合にはその張力と重力が釣り合った状態が続くために均一な液膜が得られると考えられる。これらの結果は、マイクロディップコーターを用いたポリマー製膜は、引き上げ液面から約2mm以降から均一な膜を得られることを意味している。2-3膜厚と引き上げ速度の関係
各試料の膜厚と引き上げ速度の両対数プロット をFig.2に示す。全ての条件において、両対数プロットに直線関係が得られた、またこの時の傾きを、最小自乗法を用いて計算したところ、0.4~0.5の値でほぼ一定となった。このことは、マイクロディップコーターを用いて作製したポリマー薄膜の膜厚は、その試料溶液の違い因らず、同一の引き上げ速度依存性を示すことを意味している。これは、同一溶液から製膜する場合には、ある速度での試料を作製してその膜厚が分かれば、他の速度で作製した試料の膜厚を容易に推測することが出来ることを意味している。ここで、ディッピング法により形成した薄膜の厚みは次式で表現出来ることが知られている1。
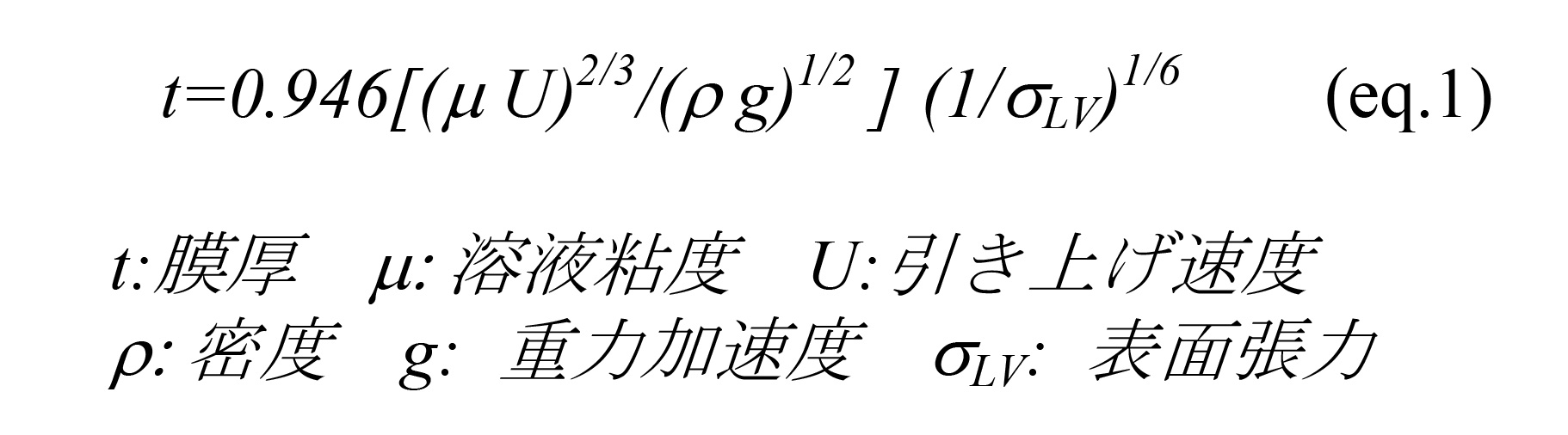 この式を考慮すると、引き上げ速度以外の他の条件が全て同じ時に膜厚は速度の2/3乗に比例することになる。つまり両対数プロットをしたときの傾きが2/3となるはずである。しかしながら、実験値のプロットからは0.4~0.5と若干小さな値が得られている。
この式を考慮すると、引き上げ速度以外の他の条件が全て同じ時に膜厚は速度の2/3乗に比例することになる。つまり両対数プロットをしたときの傾きが2/3となるはずである。しかしながら、実験値のプロットからは0.4~0.5と若干小さな値が得られている。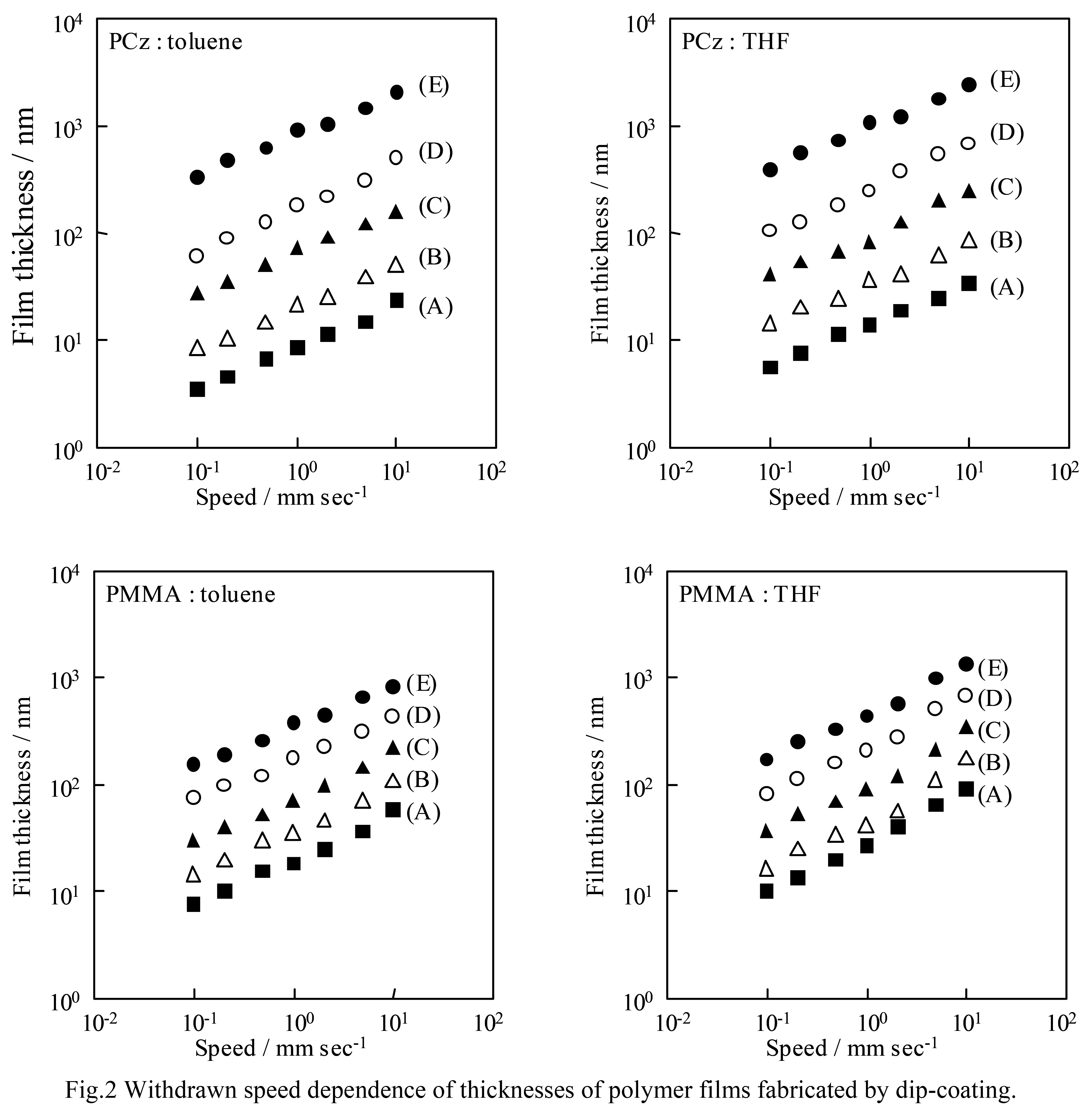
2-4膜厚と試料溶液濃度の関係
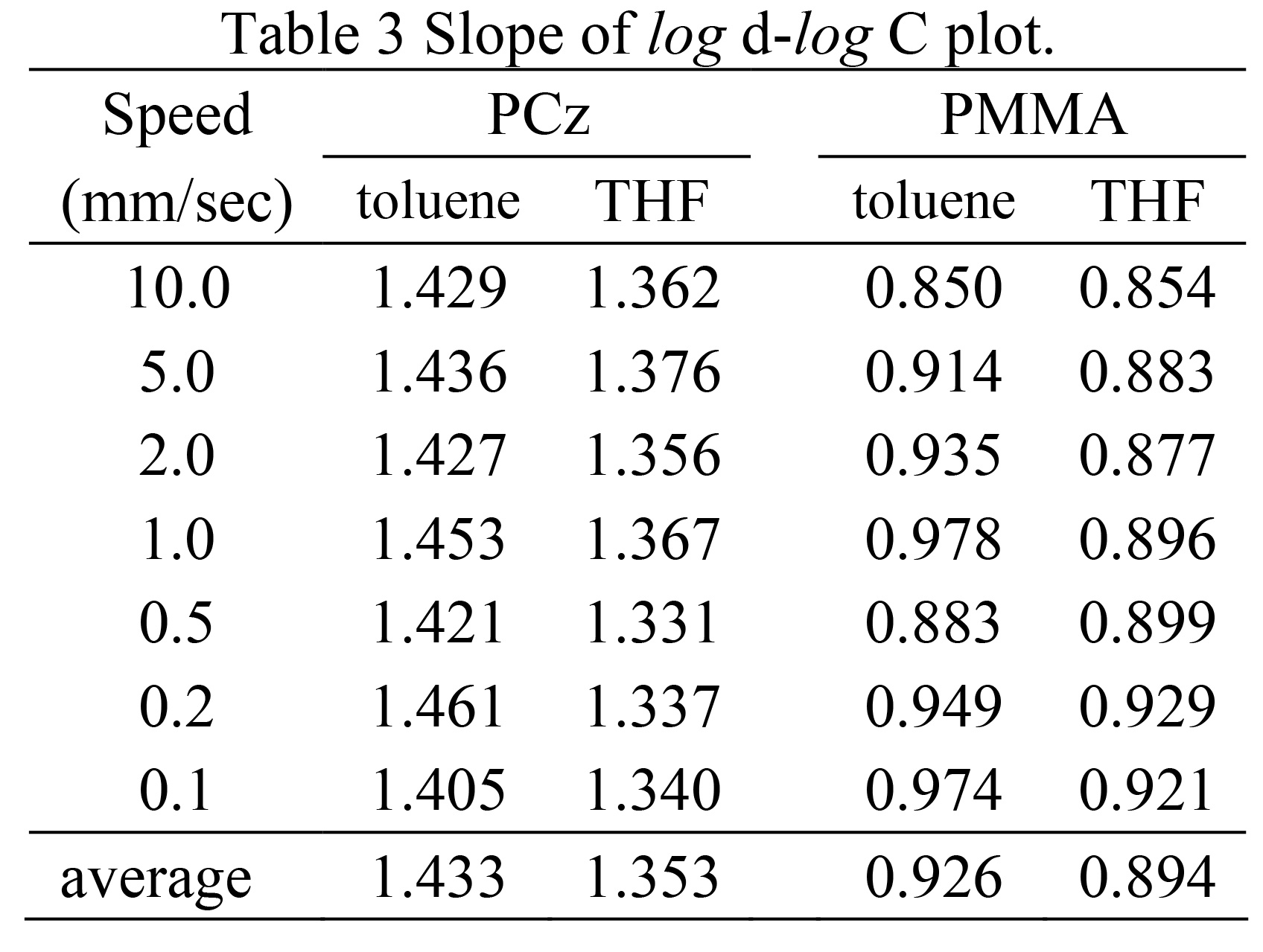
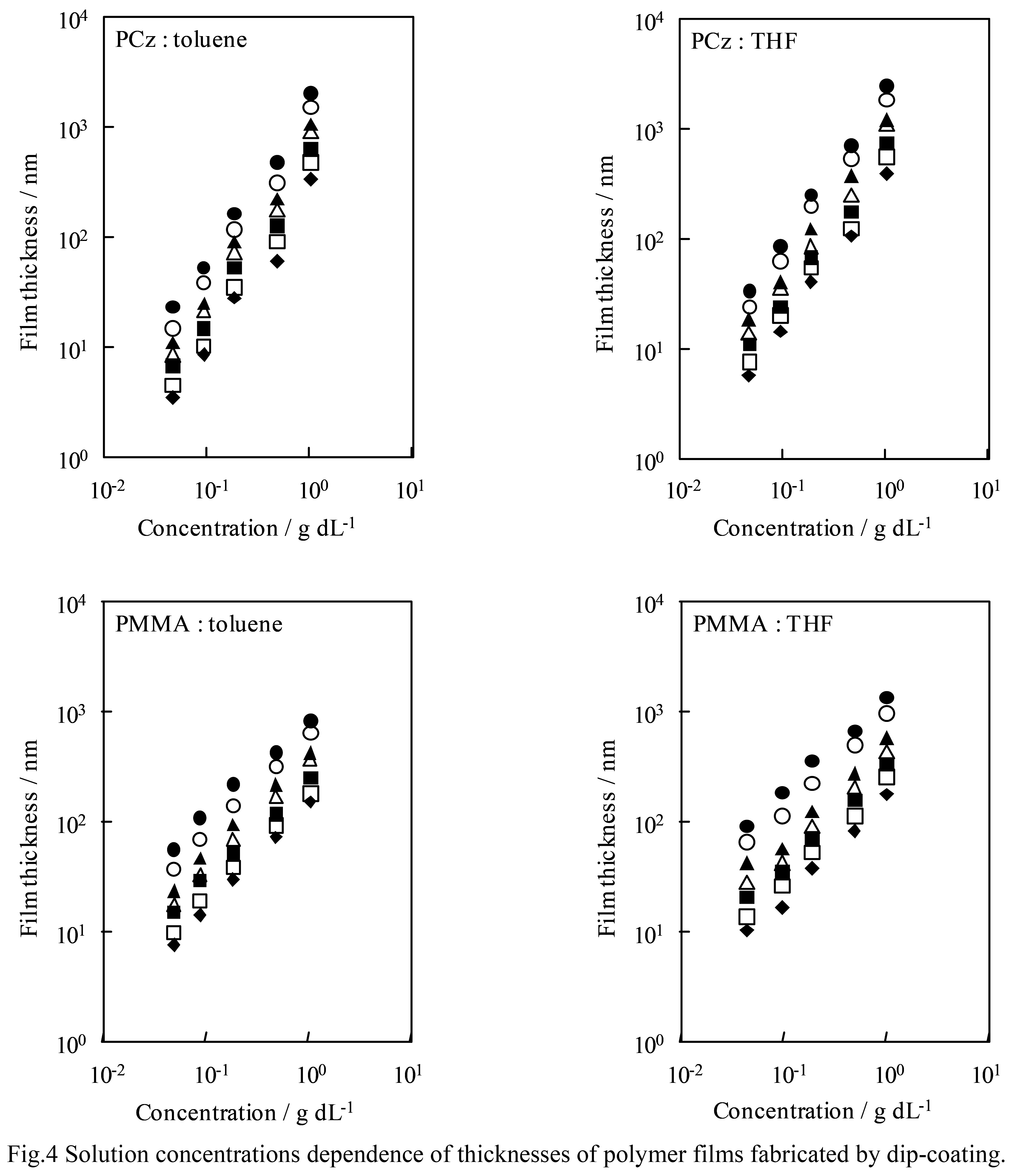
次に各膜厚の溶液濃度に対する両対数プロットをFig.4に示す。先ほどと同様に、ほぼ全ての条件で、両対数プロットは直線関係を示している。このことは、膜厚が濃度に対しても指数的な依存をすることを表している。式(1)において、濃度の項が影響するのは、溶液粘度、密度、表面張力となると考えられる。しかしながら、それぞれの因子と溶液濃度の関係式は非常に複雑であり、その直線の傾きとなる指数部を見積もるのは困難である。先ほどの引き上げ速度依存では、その傾きはポリマーや溶媒の種類に依存せず一定の値を示していた。しかし、Fig.4ではポリマーの違いにより傾きに違いがあるのが確認できる(上下のグラフの違い)。実際に、最小自乗法によりその傾きを求めたところ、PCzでは1.4程度、PMMAでは0.9程度の値が得られた(Table3)。また溶媒による差はわずかだが、tolueneで大きくTHFで小さい値となった。
これは、溶液粘度、密度、表面張力がポリマーの種類によって大きく異なることを意味している。特に溶液粘度は、ポリマーの構造に依存することから、今回得られた傾きの差は、溶液粘度の違いに因るものであると推測した。
2-5高濃度溶液-低速引き上げ時の問題点
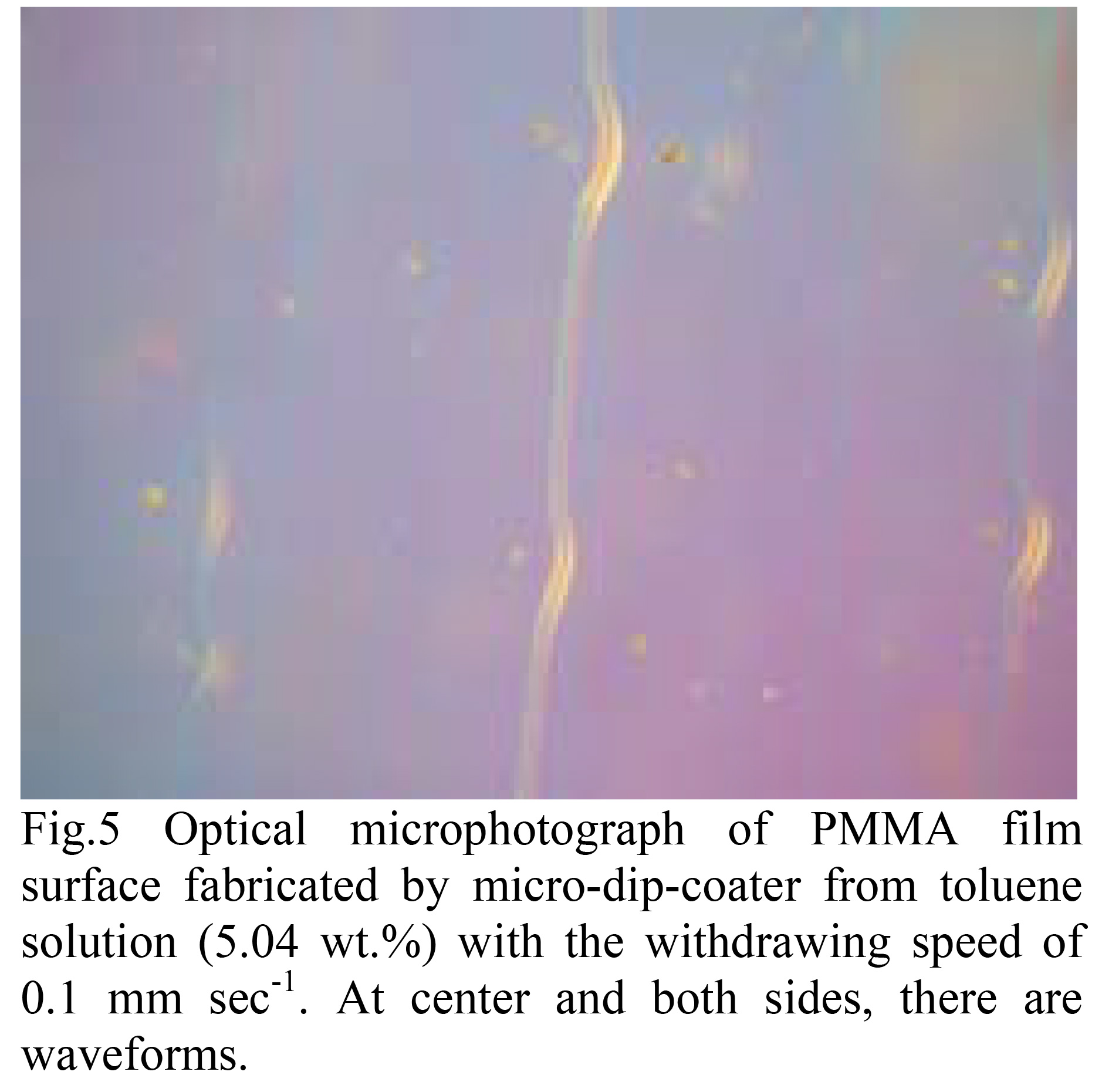
上述のように、マイクロディップコーターを用いることで非常に広範囲な膜厚制御が可能であることが分かった。しかしながら、厚膜を得るためには、溶液濃度を濃くしなければならず、液垂れといった現象が大きく影響してしまうと考えられる。実際に、今回行った実験で、濃度が5wt.%以上の試料溶液を用いた場合には、乾燥時の白濁や樹脂構造の形成以外にも、時間が経過するにつれて液が若干垂れてくるのが観察された。前者の、白濁はスピンコートやワイヤーバーコートなど他の方法でも問題となる点で、溶媒の揮発という過程で生じる表面荒れによるものであり、溶液調整時の溶媒選択により除去することが可能である。後者については、2-1節で述べたように、製膜開始点(厚い部分が生じるものの、中央部分を利用すれば問題ではない。またこの液垂れ以外の問題としては、高濃度溶液を用いて低速引き上げを行った場合に、周期的な表面荒れが形成されることがわかった。Fig.5はその一例であるが、写真の右端、中央、左の三カ所に筋状の膨らみが形成されているのが確認できる。これは、溶液粘度が高すぎると「溶液が基板にある程度引き上げられて、張力のバランスが崩れたときに液面が下がる」という周期的な液面の揺らぎを生じていることを予測させる。これは、ディッピング時の液面の観察により、今後解明していく予定である。