 Japanease
Japanease English
English
















































平成19年3月30日
マイクロディップコーターMD-0408 を用いた酸化チタン光触媒コーティング
東京大学 国際・産学共同研究センター
吉田直哉、尾形純、渡部俊也
1,はじめに
1970年代に本多・藤島らによって発見された酸化チタン光触媒1であるが、環境浄化材料としての観点から近年再び脚光を浴びて多くの研究がなされるとともに多くの商品が市販されるに至っている2-4。
その形態は、粉末と薄膜の2種類に大別される。
光触媒機能の観点からは結晶性等の性質が重要である上に、粉末体ではその粒径や粒径分布およびコロイドとしての分散性、薄膜では膜厚や均一性などが重要な要素として挙げられる。
実際に酸化チタン薄膜は様々な方法により作製されているが、スパッタリングプロセスなどに代表される乾式法と、ゾルゲル法を利用した湿式法の二つに大きく分けられる5-6。
乾式法では精度の良い膜厚制御や高度な均質性が期待できるものの、基本的に真空プロセスであるために高価なシステムとなる。
一方で湿式法の場合、ゾルゲル法の前駆体溶液を基板に塗布し焼成するシンプルなプロセスである。
我々の研究室では両方のプロセスを用いて研究を行っているが、湿式法では薄膜の組成を比較的容易に変えられる点、積層膜を手軽に構築できる点、複雑な形状の基板に対しても応用可能である点など多くのメリットがあり、スピンコートやスプレーコートと並んでディップコート法は有用な製膜方法である。
コーティングに用いる酸化チタン前駆体としては、チタンアルコキシド類(たとえばTitanium(IV) tetraisopropoxideなど)がよく用いられるほか、いくつかのメーカーから安定性やコーティング特性等を改善したコート液が市販されている。
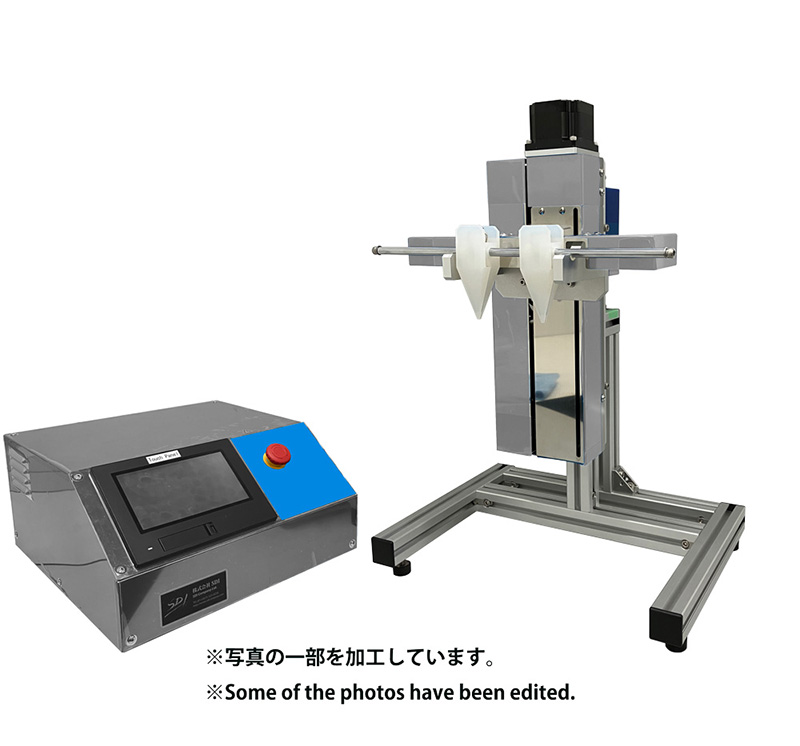
ここでは、湿式法による酸化チタン光触媒コーティングについて、均一な製膜と膜厚制御を目的としてマイクロディップコーターMD-0408 を用いて製膜検討を行った。
2,実験
日本曹達ビストレイターNDH-510C をコーティング液として用いた。基板には鏡面研磨されたシリコンウェハーを用いて、溶媒洗浄およびUV-オゾン処理をしたのちに速やかにディップコートを行った。
ディップコートののち、速やかに120 度で乾燥させ、500 度で1時間焼成を行った。
ディップコートに際しては、膜厚および均一性の引き上げ速度依存性、引き上げ速度4 mm/sec に固定し繰り返しコーティング性を検討した。
膜厚測定は分光エリプソメーター(J. A. Woollam社、V ASE system )を用いて、Si/SiO2/TiO2(/surfaceroughness)のモデルに対するフィッティングにより算出した。
表面形状測定は、レーザー顕微鏡(キーエンス社、VF-7510)およびAFM(キーエンス社、VN-8010)を用いて行った。
3,結果と考察
ゾルゲル法による製膜プロセスにおいてしばしば問題となるのが、前駆体溶液の安定性や粘性、溶媒の揮発性である。均一な製膜を行うためには、合成空気などの乾燥雰囲気下で手早く操作する必要があることが多い。
このため、我々は簡易グローブボックスにマイクロディップコーターを設置している。
さらに、ディップコーターのモーターを位置の改造と、特注によりハンガーについても工夫を加えた。
グローブボックス中ではディップコーター上部に手が届きにくく基板の取り外しがしにくいため、図1のような特注品を用いることで容易かつ手早い操作ができるようにしている。
この結果、スムーズで品質の良い製膜が可能になった。
 ディップコート法による製膜の場合、膜厚制御を行うにはコート液濃度・粘性か引き上げ速度のどちらかを変えることになるが、コート液については様々な制約が付いてあまり大きく変えられないことが多く、引き上げ速度の制御により対処するのが現実的である。
ディップコート法による製膜の場合、膜厚制御を行うにはコート液濃度・粘性か引き上げ速度のどちらかを変えることになるが、コート液については様々な制約が付いてあまり大きく変えられないことが多く、引き上げ速度の制御により対処するのが現実的である。さらに実際には引き上げ速度制御にも限界があり、特に厚く製膜するために引き上げ速度を速くしてゆくと均一な膜が得られにくくなるため、後述の繰り返しコーティングとの組み合わせを行うことになる。
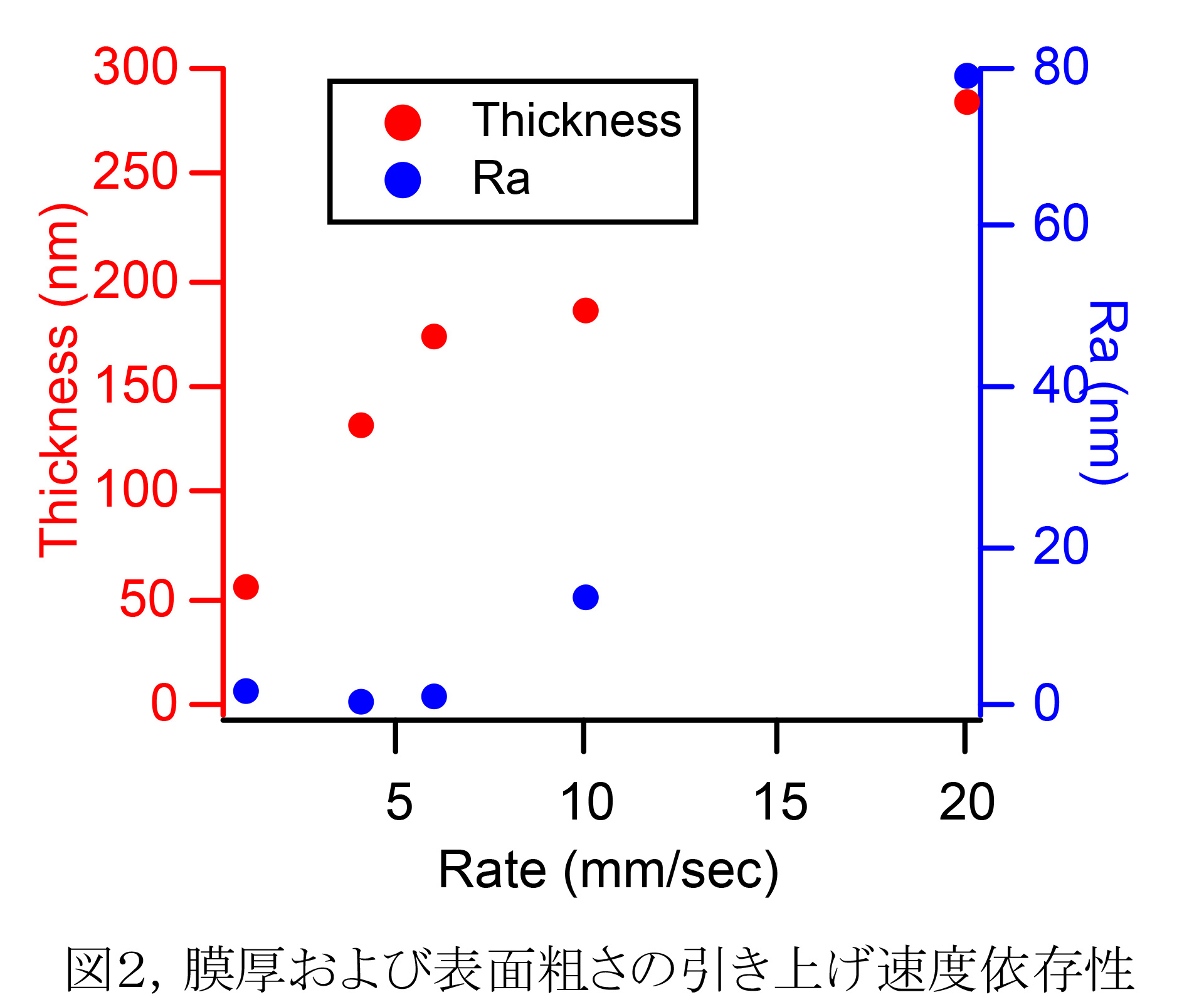
そこでまず引き上げ速度依存性について検討を行った。
図2に示したように、引き上げ速度6 mm/sec 程度以下では表面粗さ(Ra)の値を変えることなく膜厚(約180 nm 以下)を制御することが可能であった。
しかしながら、10 mm/sec 以上の場合にはもはや膜厚は単調に増加せず、しかも表面粗さの増大が目立つ結果となった。
特に20 mm/sec まで速めた場合、顕著な塗りムラ(ディップコート直後の乾燥過程で液膜の収縮等が生じるため)と焼成後に無数のクラックが生じた。
 次に繰り返しコーティングの検討を行った。
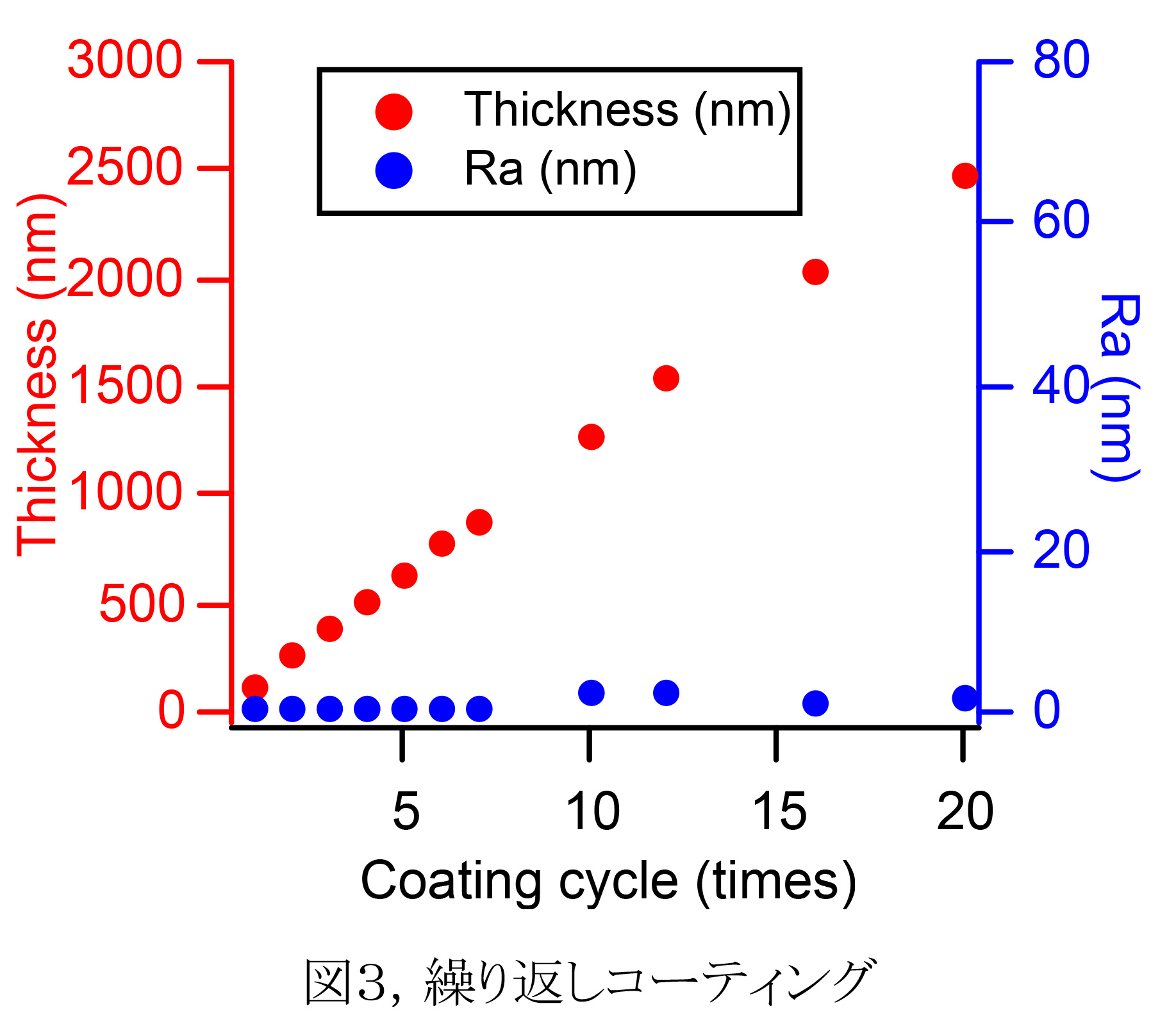
次に繰り返しコーティングの検討を行った。引き上げ速度は4 mm/sec に固定し、ディップコーティングと焼成を1サイクルとして、20サイクルまでの製膜と膜厚および表面粗さの測定を行った。
引き上げ速度4 mm/sec における膜厚は約130 nm であり、図3に示したように繰り返し回数に対して綺麗な直線関係が得られた。
一方で表面粗さ(Ra)はほとんど変化せず、良好な製膜となっていることがわかった。
4,まとめ
以上に示したように、マイクロディップコーターMD-0408を用いた酸化チタン光触媒コーティングの検討を行った。その結果、市販の酸化チタンコーティング液に対しては、引き上げ速度を0-6 mm/secの範囲で変化させることで、表面粗さを変えることなく膜厚を 0-180 nm の範囲で制御でき、また繰り返しコーティングを行うことでそれ以上の膜厚の製膜を行えることを確かめた。
5,参考文献
1)A. Fujishima et al., Nature, 238, 37 (1972).2)橋本和仁・藤島昭編集、酸化チタン光触媒のすべて-抗菌・防汚・空気浄化のために-、シーエムシー出版、(1998).
3)橋本和仁編著、最新光触媒技術と実用化戦略、株式会社ビーケーシー、(2002).
4)橋本和仁・大谷文章・工藤昭彦編著、光触媒 基礎・材料開発・応用、エヌ・ティー・エス(2005).
5)吉田直哉・渡部俊也、「光触媒膜」、ゾル-ゲル法のナノテクノロジーへの応用(監修 作花済夫)、シーエムシー出版(2005)173-179 頁.
6)Naoya Yoshida and Toshiya Watanabe, “Sol-GelProcessed Photocatalytic Titania Films” (Chapter 16),Handbook of Sol-gel Science and Technology: Processing,Characterization and Applications (S. Sakka Ed), KluwerAcademic Publishers, Nov. 2004.